Как сварить полипропиленовые трубы: обзор способов и нюансов сварки ППТ своими руками. Руководство для начинающих с разбором ошибок.
Предлагаем вашему вниманию обзор технологий сварки полипропиленовых труб своими руками. В статье рассмотрены различные способы и нюансы сварки, а также разбираются распространенные ошибки при ее выполнении. Если вы хотите узнать больше о сварке пп труб, эта статья именно для вас!
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
- Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Цвета на характеристики не влияют
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм. Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной.
Как соединить металлопластиковую трубу с полипропиленовой
В силу различных обстоятельств бывает так, что надо соединить различные виды труб, например, ППР и сталь, металлопластик с полипропиленом и так далее. Такие ситуации случаются в квартирах, где участок общего стояка водопровода или отопления, проложенного стальной или металлопластиковой трубой, поменять затруднительно, а подключиться к нему надо. Это не является большой проблемой, надо лишь учесть, что все подобные соединения выполняются через резьбовые фитинги.
Поскольку соединение металлопластиковых труб может осуществляться прессовыми и разборными фитингами, то для стыковки с полипропиленом удобнее взять разъемный фитинг с наружной резьбой. В свою очередь, к торцу трубы из полипропилена припаивается фитинг с наружной резьбой, после чего соединение скручивается традиционным способом, с подмоткой льна или фум-ленты.

Разъемный фитинг для соединения труб
Когда надо врезаться в металлопластиковые трубы, то тут удобнее всего поставить тройник с резьбовым отводом, куда впоследствии можно прикрутить фитинг, а потом припаять к нему полипропиленовую трубу. Правда, с установкой тройника придется повозиться: надо отключить воду или опорожнить систему отопления, а потом перерезать металлопластик и произвести монтаж.
Соединение труб из полипропилена, армированных алюминиевой фольгой
Сваривание армированных алюминиевой фольгой полипропиленовых труб не имеет принципиальных отличий, однако имеет несколько важных нюансов. Прежде всего, потребуется еще один специальный инструмент для снятия наружного слоя полипропилена и алюминиевой армирующей фольги.

Этот инструмент называется шейвером и широко используется при работе с армированными трубами. Для удобства монтажа раструб фитинга выполнен таким образом, что позволяет произвести соединение только с обработанным шейвером патрубком. Глубину зачистки патрубка определяют с учетом глубины раструба +2мм.
Что такое сварка полипропиленовых труб
Полипропилен отличается повышенной жесткостью, и, для создания систем требуемой конфигурации, используются фитинги из того же материала. Это различные уголки, тройники, обходы, переходники, муфты и т.п. С трубами они соединяются при помощи пайки. Этот процесс называют еще сваркой, но суть его не меняется: два элемента разогреваются до температуры плавления и, в горячем состоянии, соединяются друг с другом. При правильном выполнении, соединение получается монолитным и служит ничуть не меньше, чем сами трубы.
Фитинги для полипропиленовых труб позволяют создать систему любой конфигурации
Для соединения полипропилена с металлами есть комбинированные фитинги, в которых одна часть сделана из металла и соединяется при помощи резьбового соединения, а вторая — полипропиленовая — сваривается.
Чем паять
Сварка полипропиленовых труб происходит при помощи специального устройства, которое называют паяльником или сварочным аппаратом. Это небольшая металлическая платформа, внутри которой находится электрическая спираль, разогревающая поверхность. Из-за такой конструкции этот агрегат еще называют утюгом.
Две конструкции устройства для сварки ПП труб
Для соединения двух элементов, сращиваемые поверхности нагревают до температуры плавления (+260°). Чтобы разогреть элемент на нужную глубину, на сварочную платформу устанавливаются две разные металлические насадки с тефлоновым покрытием:
- для нагрева внутренней поверхности используется дорн (меньшего диаметра);
- для разогрева наружной поверхности ставят гильзу.
Насадки для пайки полипропиленовых труб
Два соединяемых элемента одновременно надеваются на соответствующие насадки, выдерживаются определенный промежуток времени (несколько секунд), затем соединяются. Так происходит сварка полипропиленовых труб.
Как сваривать
Конструкции паяльников для полипропиленовых труб немного отличаются, но принципы работы с ними общие. Есть две основные модели — с плоской платформой или цилиндрическим нагревателем. При нормальном качестве, работают и те и другие, разницы практически нет. Кому что удобнее, то и выбирают.
Так выглядит хорошо сделанное соединение в разрезе — как единое целое
Подготовительные работы
Перед началом работы надо разогреть паяльник, но тут не все так просто. Порядок его подготовки таков:
- Сначала на платформу устанавливаются насадки подходящего диаметра.
- В отверстие в платформе продевается шпилька, на нее надеваются с двух сторон дорн и гильза, затягиваются гайками с двух сторон.
- Если нагревательный элемент в виде трубки, для него насадки продают закрепленными на пластине. Пластину надевают на нагревательный элемент, затягивают крепежный болт.
- На регуляторе выставляется требуемая температура нагрева. Для полипропиленовых труб температура сварки составляет +260°C. Именно ее выставляем на регуляторе, включаем в сеть.
- Дожидаемся сигнала набора заданной температуры. В некоторых моделях есть звуковой сигнал, но, в основном, загорается или гаснет светодиод (в разных моделях по-разному).
Паяльник к работе готов. Но надо еще подготовить трубы и фитинги. Первое условие качественной сварки — ровный срез. Разрез должен быть строго вертикальным, без заусенец и сдиров. Такой срез можно получить используя специальные ножницы. Они имеют снизу две широкие губки, фиксирующие трубу на месте, а режущая часть находится сверху.
Если резать так, срез будет ровным и гладким
Второе условие хорошей пайки ПП труб — чистые, сухие, обезжиренные детали. Если хотите, чтобы водопровод или отопление служили долго и не текли, эту процедуру пропускать не стоит. Срез трубы и фитинг очищают при помощи спирта или воды с моющим для посуды. Затем дожидаются, пока все высохнет, и только после этого начинают процесс пайки.
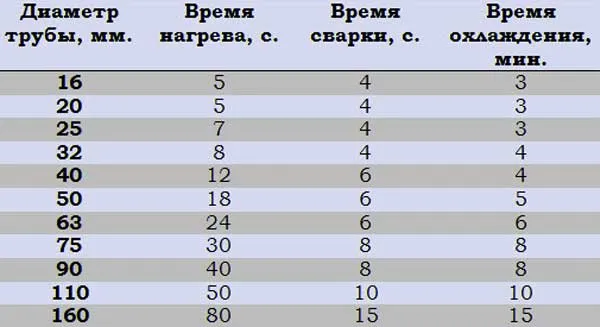
Как долго греть
При сварке полипропилен необходимо нагреть строго до требующейся температуры. Перегрев и недогрев значительно снижают качество шва. Слишком перегретая и размягченная труба просто не вставится в фитинг, а недостаточно разогретый материал не сплавится.
Время нагрева зависит от диаметра труб, температуры воздуха и указано в таблице.
Диаметр полипропиленовой трубыГлубина сваркиВремя нагреваВремя сварки Время охлаждения| 16 | 12-14 мм | 5 с | 6 с | 2 мин |
| 20 | 14-17 мм | 6 с | 6 с | 2 мин |
| 25 | 15-19 мм | 7 с | 10 с | 2 мин |
| 32 | 16-22 мм | 8 с | 10 с | 4 мин |
| 40 | 18-24 мм | 12 с | 20 с | 4 мин |
| 50 | 20-27 мм | 18 с | 20 с | 4 мин |
| 63 | 24-30 мм | 24 с | 30 с | 6 мин |
| 75 | 26-32 мм | 30 с | 30 с | 6 мин |
Вообще паять можно при +5°C, но данные приведены для +20°C. При более жаркой погоде время выдержки элементов на паяльнике сокращают на 30-60 секунд, при более холодной — увеличивают.
Обратите внимание, на колонку «глубина» сварки в таблице. Эта отметка ставится на трубе. До нее надо будет вдавить ее в фитинг. При этом перед кромкой фитинга образуется небольшой валик расплавленного пластика. Это и будет означать, что шов сделан верно.
Ошибки, которые могут быть при сварке полипропиленовых труб
Еще одна колонка требует пояснения — «время сварки». Это время, на которое надо сдавить и зафиксировать свариваемые элементы.
Вообще, если попробовать вставить холодную трубу в фитинг, она должна заходить с большим трудом — наружный диаметр трубы слегка больше внутреннего диаметра фитинга. Это сделано намеренно, для обеспечения некоторого излишка материала, из которого и образуется валик на шве. Чтобы сварка полипропиленовых труб была надежной, лучше все комплектующие брать одной фирмы. Так гарантировано размеры будут совпадать. В противном случае, надо примерять — чтобы фитинг не «проскакивал», а натягивался с трудом.
Технология
Как уже говорили, при сварке полипропиленовых труб, их и фитинги надо очистить, обезжирить и высушить. И только после этого можно начинать паять.
Такая подготовка подходит для всех типов труб, кроме армированных фольгой. В этом случае после того, как отрезали нужный кусок, срез зачищают до фольги специальным устройством — шейвером. В него вставляется труба и несколько раз проворачивается. При этом снимается верхний слой пластика, после чего можно обезжиривать и паять.
У армированных фольгой труб срезается полипропилен до фольги
После того, как поверхность высохнет, на трубе рисуют метку, отмечая расстояние на которое надо вдавить ее в фитинг (проще всего тонким маркером или остро отточенным простым карандаошом).
Отмечаем глубину сварки
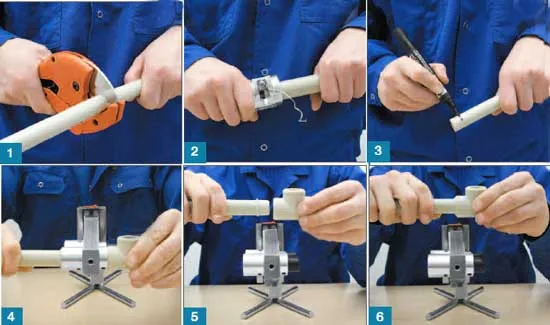
Пайка полипропилена пошагово
Далее технология сварки пп труб такая:
- Отрезанный участок трубы надеваем на дорн, фитинг вставляем в гильзу. Делать это необходимо одновременно, в крайнем случае, раньше надевается фитинг, так как имеет большую толщину стенок. Задержка должна быть очень маленькой.
Надеваем на насадеки
- Выдерживаем элементы требуемое количество времени.
- Снимаем с насадок, соединяем, вдавливая трубу в фитинг до отметки. Соединение исключительно линейное, нельзя проворачивать элементы относительно горизонтальной оси (не крутите, хоть и очень хочется). Можно сразу после соединения выровнять горизонтальность, если замечено несоответствие.
Фиксируем чтобы сварка полипропиленовых труб была надежной
- При соединении приходится прилагать достаточно большие усилия. Это же усилие сохраняется несколько секунд (в таблице в столбце «время сварки»).
- По истечении указанного времени нажим прекращаем, а соединение нельзя тревожить несколько минут (в таблице колонка «время остывания»). После этого можно считать, что пайка полипропиленовой трубы закончена. Можно приступать к следующему шву.
Одно замечание: сразу после окончания сварки, осмотрите насадки на паяльнике. Если есть остатки материала, они удаляются мягкой, безворсовой, нелиняющей (белой) тканью. Оставлять пластик на паяльнике нельзя — следующий фрагмент прилипнет, отдирать будет сложно. Нельзя чистить насадки с применением абразивов -покрытие у них тефлоновое, царапаются легко. А даже микроскопические царапины приведут к тому, что фрагмент на паяльнике (утюге), залипнет.
Работать, кстати, лучше в нитяных перчатках — меньше ожогов будет.
Перед вводом системы в эксплуатацию, ее надо проверить. Делают это при помощи опрессовки. Что это такое, и как ее делать, читайте тут.
Типичные ошибки при монтаже
Основные ошибки, которые допускают начинающие мастера при работе с полимерными изделиями:
- Нагревание деталей. В момент нагревания детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно повлиять на эксплуатационные параметры всей сантехнической системы.
- Состыковка полимеризованных концов. Выполняя надавливание расплавленных концов элементов нельзя проворачивать детали вокруг своей оси. Это может привести к тому, что шов получится недостаточно прочным.
- Корректировка соосности. При состыковке элементов допускается лишь легкая корректировка их соосности, продолжительность процедуры которой не более 1-2 секунд.
Еще один важный момент: выполняя впаивание фитингов с арматурой, необходимо обязательно учитывать расположение вентилей, обеспечивая им свободный полный ход.

Нагретый полипропилен остывает настолько быстро, что уже через час с момента завершения монтажа в систему можно смело подавать воду
Если после состыковки элементов в качестве какого-либо шва возникли сомнения, место соединения лучше вырезать и заново переделать.
Устранение дефектов лучше выполнить на этапе монтажа конструкции, поскольку заменить протекающий стык в запущенной системе гораздо проблематичнее.
Какие полипропиленовые трубы выбрать?
Для эксплуатации в простых системах водоснабжения в городских условиях можно выбирать ППР-трубы любых производителей. Для холодного водоснабжения используются неармированные трубы, а для горячего водоснабжения ― армированные стекловолокном или фольгой трубы (при нагреве на 10 °C армированные полипропиленовые трубы удлиняются всего на 0,3 мм на каждый погонный метр, а неармированные трубы удлиняются на 1,5 мм).

При выборе ППР-труб для систем отопления и водоснабжения загородных домов к их свойствам стоит присмотреться повнимательнее. Более дорогие трубы производятся из современного полимера, обладающего лучшей эластичностью и устойчивостью к воздействию повышенного давления. В полимеры добавляют красители, увеличивающие стойкость труб к воздействию УФ-лучей, и антиоксиданты, замедляющие химическую деградацию материала (старение полимеров). На фото: Водопровод из полипропиленовых труб
Также дорогие ППР-трубы имеют армирование из стекловолокна, которое не способствует расслаиванию стенок труб при дефектах сварки, как в трубах с армированием металлической фольгой. Более дорогие ППР-трубы легко отличить по меньшей толщине стенок труб и лучшей эластичности, особенно при охлаждении. Такие трубы лучше противостоят случайному замерзанию в них воды ― растягиваясь без нарушения целостности.
Разрез армированной стекловолокном и неармированной полипропиленовой трубы
Сварочные аппараты
С конструктивной точки зрения паяльное оборудование немного напоминает самый обычный электрический утюг. Основа представлена массивным металлическим нагревателем, поверхность которого – это съёмные специальные насадки.
Приборы для стыковой сварки полипропиленовых труб обладают более сложными конструкциями. В них, помимо нагревательного элемента, также присутствует система, отвечающая за центровку свариваемых элементов.
Классификация оборудования для сварки пластиковых труб подразделяет устройства на следующие основные группы:
- непрофессиональные ручные аппараты, или «утюги» для пайки ППР труб. Оптимальный выбор для бытового использования (D не более 50 мм). При необходимости используются насадки, имеющие тефлоновую поверхность и позволяющие легко работать с более объёмными трубами;
- механические сварочные аппараты. Такая техника обеспечивает надёжную сварку больших труб, имеющих D 40 мм или более. В конструкцию входят дополнительные элементы в виде приборного блока и гидроагрегата на рамной основе. На боковых частях установлены особые захваты-полукольца с вкладышами.
Характеристики дополнительных аксессуаров и их количество зависят от фирмы-производителя, а также ориентированы на конкретные модельные особенности сварочного аппарата.
Особенности и преимущества технологии
Эффективное применение принципа термического стресса обусловливает высокую технологичность использования сварочного аппарата для раструбной сварки. Непосредственный контакт с нагретым устройством обеспечивает высокую интенсивность теплопереноса, равномерность распределения тепла. В результате снижается риск деформации материала, на фоне повышенной прочности соединения пластиковых труб. Данная технология на практике доказала свое преимущество перед аналогами, в частности, перед сваркой горячим воздухом. В нашем магазине представлено оборудование для сварки ПП безупречного качества по оптимальным ценам.
Пайка полипропиленовых труб: порядок работы
Сначала нужно проверить качество строительных материалов (если это не сделано раньше). К монтажу не допускаются трубы и фитинги с любыми дефектами, к которым относятся: овальный профиль, трещины, различная толщина стенок. Затем осуществляется необходимая разметка. Трубы из полипропилена достаточно пластичны, и супер точность здесь не требуется.
Тем не менее, к задаче следует подойти ответственно, и сделать все аккуратно.

Нужный участок отрезается строго перпендикулярно относительно самой трубы. Если у изделия имеется армированный слой, то посадочная поверхность (предназначенная для вхождения в фитинг) должна быть обработана шейвером. Поверхность хорошо обезжиривается, концы трубы зачищаются. Для облегчения предстоящего процесса плавки, напильником и ножом аккуратно убираются заусеницы.
Далее готовится сам аппарат для сварки. Для него выбирается подходящее место, чтобы он находился в зоне досягаемости, и в то же время не мешал проведению работ. Его надежно закрепляют, устанавливают необходимые насадки. Затем подключают устройство к сети и около пятнадцати минут ждут его нагревания. Готовность аппарата к действию определяется по имеющемуся на нем световому индикатору.
Непосредственная пайка труб

Процесс пайки труб и фитингов
Как вести сам процесс по соединению труб?
Главное, что следует уяснить – все необходимые работы проводятся без спешки, в строгой последовательности, четко и аккуратно.
Тому, кто намеревается заняться этим в первый раз, желательно предварительно потренироваться на ненужных обрезках.
Такие учебные манипуляции позволят лучше уяснить суть процесса.
Правильная очередность пайки. На насадку сначала надевается фитинг, сразу вслед за этим труба вставляется в другую насадку. Когда оба элемента будущего соединения окажутся на разогретом паяльнике, начинается временной отсчет. Нужное для плавки количество времени зависит от размеров самой трубы. Отношение требуемого времени, в зависимости от d трубы, можно узнать из специальной таблицы.
Рассчет времени сварки для полипропиленовых труб
Туда внесены часто встречающиеся соотношения. По истечении необходимого количества времени, нагретые элементы быстро снимаются с насадки и немедленно соединяются. Сделать это нужно точно и фактически моментально, выравнивая при этом трубу по оси. Остывающий материал твердеет чрезвычайно быстро, порядка 5-8 секунд оказывается достаточно для того, чтобы он полностью схватился.

Но не стоит отпускать соединяемые изделия сразу. Обычно мастера удерживают соединение руками до полуминуты, для его лучшего и более надежного скрепления. Для окончательного охлаждения узла потребуется около двух-трех минут. Процесс должен протекать естественным путем, не допускается его ускорение посредством использования охлажденной воды или воздуха. Таким образом можно лишь повредить как сам пластик, так и сделанное соединение.
Сварка пластиковых труб: возможные ошибки
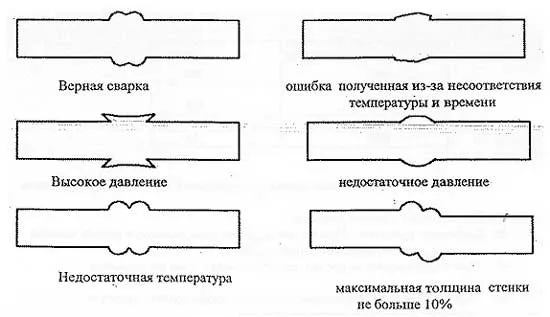
Какие ошибки могут произойти при осуществлении данной процедуры? Если при совмещении трубы с фитингом, она не будет введена до конечного положения, между торцом трубы и упором фитинга образуется промежуток.
На уже смонтированном водопроводе у такого узла будет наблюдаться больший диаметр внутри трубы, но меньшая толщина ее стенки.
Относительно всей системы, данный участок может иметь меньший период эксплуатации.
Нередко случается и такое. Трубка плохо вводится в сварочную насадку (для нагрева), не до самого упора. Снаружи в таком случае все будет выглядеть, как и положено, хотя на самом деле данный фитинг будет слабым местом. Чересчур большое усилие для совмещения, при нагреве, также может стать причиной дефекта. Может произойти выдавливание достаточно большого грата. Он станет препятствием, затрудняющим свободное движение по трубе жидкости или газа.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
Инструмент для монтажа полипропиленовых труб
Фотография инструментаНазвание | сварочный аппарат, для работы в домашних условиях рекомендуется использовать агрегаты, предназначенные для сварки труб ПП небольшого и среднего диаметра — до 63 мм. |
 | Труборез — идеальное устройство для отсечения полипропилена. |
 | Шейвер — предназначен для удаления слоя армировки. |
 | Торцеватель нужен для качественной стыковки трубы |
 | Маркер для разметки труб. |
 | При помощи строительного уровня и карандаша нарисуйте на стене направление труб |
 | Рулетка — один из главных инструментов в стройке. |
 | Обезжириватель нужен для удаления нечистот с поверхностей сварочных стыков. |
Паяльник можно приобрести или взять в аренду. Не всегда под рукой имеется торцеватель или шейвер. Однако эти инструменты понадобятся для работы с армированными трубами. Так, шейвер предназначен для удаления армировки. Его ножи расположены параллельно оси трубы. Благодаря этому осуществляется удаление среднего слоя коммуникаций. Торцеватель используется для подготовки труб, удаления слоя армировки. Такой инструмент обрабатывает торец, дополнительно он создает фаску.
Когда изучается информация, как правильно паять полипропиленовые трубы, нужно учитывать, что сначала составляется схема разводки водопровода в квартире, частном доме. Это необходимо сделать для расчета количества материалов, определения точной длины коммуникаций.
Для выполнения разметки используются маркер и рулетка. Причем необходимо определить не только места резки изделий, но и участков, которые будут заводиться в насадки сварочного аппарата
Паяльные машины для сварки труб
Устроены такие аппараты достаточно просто. Главные узлы:
- блок регулировки и контроля температуры;
- ручка для фиксации устройства;
- опора, позволяющая избежать прямого контакта поверхности, на которой установлен сварочный аппарат, и нагревательного элемента.
В комплект входят насадки, которые отличаются диаметром, а еще перчатки, мелкий инструмент. Комплектация меняется в зависимости от модели аппарата. Чем она шире, там выше цена.
Виды паяльников для полипропилена
Существуют ручные и механические паяльники. Однако в бытовых условиях используют первый из вариантов. Это обусловлено простотой конструкции, легкостью эксплуатации, небольшими габаритами.
Пайка полипропиленовых труб своими руками выполняется с помощью 2 видов устройств:
- мечевидный паяльник;
- цилиндрический.
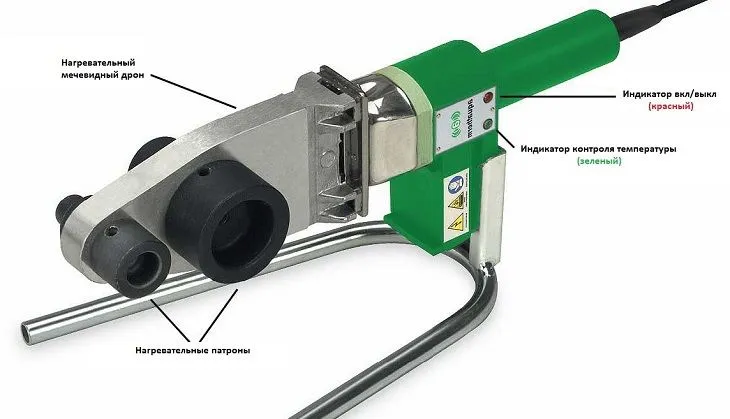
Цилиндрический паяльник 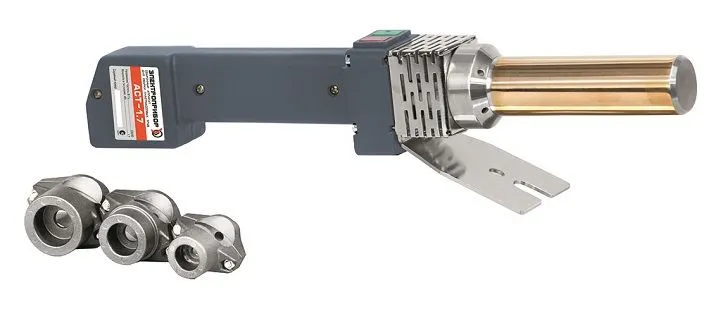
Мечевидный паяльник 
Дорны и гильзы для двух видов паяльников. 
Размеры насадок на паяльник
Паяльники отличаются по форме нагревательного элемента. На плите мечевидных устройств предусмотрено несколько отверстий, что позволяет производить установку различных насадок, которые состоят из 2 частей: дорна и гильзы. Они предназначены для нагрева торцевых участков коммуникаций. Так, на дорн насаживается соединительный элемент, гильза предназначена для нагрева торцевого участка трубы.
Нагрев изделий с помощью насадок должен осуществляться одновременно. Когда изучается вопрос, как варить полипропиленовые трубы, необходимо использовать аппараты, в комплект которых входят насадки с тефлоновым покрытием. Это позволяет избежать прилипания расплавленного материала к металлу.
Цилиндрические устройства отличаются по конструкции от мечевидных, что обусловлено наличием нагревательного элемента в форме цилиндра. В этом случае используются насадки обжимного типа. Они надеваются на металлический цилиндр, прочно фиксируются. С двух сторон таких насадок предусмотрен дорн и гильза. Принцип пайки такой же, как и в случае с мечевидным аналогом.
Критерии выбора сварочных аппаратов
- Мощность. Для работы с коммуникациями диаметром не более 75 мм следует приобрести аппарат мощностью до 1000 Вт. Его возможностей достаточно для обеспечения высокого качества шва. Однако в быту чаще используют метод пайки для фиксации труб диаметром до 50 мм. В этом случае можно использовать агрегаты мощностью до 700 Вт. Причем нужно помнить, что пусковые токи при включении намного выше, поэтому должен быть предусмотрен запас по мощности (20-30%).
- Вид нагревательного элемента: плита, цилиндр. В быту используют первый из вариантов, с ним проще работать. Это важно, если нет опыта монтажных работ такого вида.
- Количество, тип и размер насадок. Определяют, какие изделия нужно паять. Учитывают диаметр коммуникаций. В наиболее простых моделях предусматривается возможность одновременно паять 2-3 трубы и даже больше, столько же фитингов. На нагревательном элементе в данном случае имеется 2-3 отверстия.
- Производитель.
На строительном рынке можно найти оборудование производства разных стран: России, Китая, Турции, Чехии. Последний из вариантов стоит дороже, такие аппараты отличаются высоким качеством сборки, надежностью. Сварочные аппараты могут иметь погрешность при измерении температуры. В результате действительный показатель часто не соответствует заданному.
Чешская техника выигрывает по данному критерию, погрешность таких паяльников минимальная. Однако в быту новичкам следует использовать российские или китайские модели, т. к. они стоят дешевле, хоть и отличаются существенной погрешностью, которая у некоторых моделей составляет 10°.
Как паять – описание технологии процесса для начинающих
Для горячего аппарата рекомендуют обустроить подставку, потому, что руки начинающего мастера должны быть свободными. Иначе сварить конструкцию будет невозможно.
На регуляторе выставляют температуру в +260 градусов по Цельсию. Этот показатель называют оптимальным для плавления полипропиленовых изделий. Так же он безопасен для тефлонового покрытия насадок. Регулятор на устройстве может отсутствовать.
Это совсем не означает, что такой сварочный агрегат не пригоден для того, чтобы хорошо соединить пластик. Это бывает по той причине, что другая температура для прогрева пластиковых материалов, кроме указанной нормы не используется. Поэтому делать большой акцент на этом вопросе не стоит.
После этого начинают производить своими руками саму пайку. Фитинг и труба одновременно одевается на насадки. Вставлять заготовку и фитинговый элемент необходимо с заметным усилием. Это продиктовано тем, что каждая насадка на нагревательном устройстве производится в форме конуса с уклоном в пять градусов.
Номинальному показателю соответствует только внутренний диаметр поверхности. Трубную заготовку нужно вставлять до упора, но ее нельзя придавливать далее. Сильное продавливание в данной ситуации может закончиться образованием внутреннего утолщения.
Самостоятельная сварка полипропиленовых труб подразумевает быстрое скрепление подогретых деталей из полипропилена. Так же важно помнить, что проворачивать или сдвигать созданную конструкцию нельзя до полного остывания.
Для того чтобы поправить небольшой изъян, будет только несколько секунд. Любые подвижки после могут пагубно отразиться на герметичности созданного узла.
Сваривание своими руками
Чтобы не отвлекаться от монтажа трубопровода, необходимо предварительно рассчитать нужное количество труб, фитингов, крепежных элементов. Для этого составляют схему, где указывают повороты, ответвления, точки подключения приборов водопотребления.
Процесс сварки начинают с установки на сварочный аппарат двухсторонних насадок. Одна ее сторона имеет внутренний диаметр, как наружный диаметру трубы, а у другой диаметр равен внутреннему размеру фитинга. Подключаем агрегат к электрической сети, дожидаясь, пока температура не достигнет 260 0С. Это температура размягчения полипропилена. Устройство имеет регулятор, который сигнализирует о нагреве до нужной температуры.
Сварка элементов трубопровода
Нагретые насадки сначала вставляют в фитинг, что бы расплавить его внутреннюю часть. Затем надевают на трубу, оплавляя ее снаружи. Выдержав нужное время, детали снимают и соединяют. Труба вставляется в фитинг на глубину, отмеченную на ней ранее. Детали не прокручивают, чтобы не нарушить стык. Шов застывает в течение 30 секунд.

Температура и время нагрева зависят от диаметра трубы и мощности сварочного аппарата. При выполнении работы следует руководствоваться данными таблицы 1.
Таблица 1
| Длина участка сварки, мм | Диаметр трубы, мм | Время нагрева, сек | Продолжительность стыкования, сек | Время остывания, сек |
| 14,0 | 20,0 | 6 | 4 | 2 |
| 16,0 | 25,0 | 7 | 4 | 2 |
| 18,0 | 32,0 | 8 | 6 | 4 |
| 20,0 | 40,0 | 12 | 6 | 4 |
| 23,0 | 50,0 | 18 | 6 | 4 |
| 26,0 | 63,0 | 24 | 8 | 6 |
При работе нужно помнить, что излишний нагрев пластика образует слабый стык, который разрушится при эксплуатации. Недостаточное нагревание деталей приводит к негерметичному соединению и просачиванию воды.
Как долго греть
Перед тем, как приступать к сварке пластиковых магистралей, сварочник нужно расположить в удобном месте и прочно укрепить. Затем можно установить насадки. Только теперь оборудование можно подключать к питанию. Далее аппарат должен нагреться. На это понадобиться приблизительно минут десять.
Когда набирается нужная температура, на агрегате должен потухнуть индикатор. Он, таким образом, сигнализирует, что устройство готово к работе.
Для горячего аппарата рекомендуют обустроить подставку, потому, что руки мастера должны быть свободными для скрепления прогретых деталей.
Этапы пайки
Перед тем, как начать соединять трубопровод, рекомендуем немного потренироваться. Для этого:
- Возьмите трубы необходимого размера, при необходимости использовав ножницы для пластика.
- Очистите их от заусенец, пыли, грязи и иных посторонних веществ, обезжирьте поверхность кромок.
- Маркером отметьте место, которое будете расплавлять (место для расположения там фитинга), в случае, если вы осуществляете муфтовый способ соединения
- Закрепите паяльник для труб на столе. Как пользоваться паяльником для полипропиленовых труб конкретной модели указано в его инструкции.
- Выберите нужные по размеру насадки, закрепите их на аппарате для сварки пнд труб.
- Выставите необходимую температуру согласно таблице ниже. Средняя температура нагрева составляет примерно 260-270 градусов.
- Когда аппарат нагрелся (обычно об этом свидетельствуют погасшие лампочки спустя 2-3 минуты), нужно надеть трубу и фитинг на насадки и выдержать необходимое количество времени согласно инструкции или согласно таблице ниже. Если сварочный аппарат для пнд изделий нагревается дольше, значит, нужно выдержать больше времени. В случае, если температура в помещении ниже +20 градусов, время нагревания нужно увеличить. При недостаточном нагреве спаять делали у вас получится, но изделие будет некачественным. Такие же последствия будут, если детали перегреть. Это можно заметить, так как деталь становится слишком мягкой.
- Оперативно снимите детали с насадок и соединяете их друг с другом. Прилагаем немного усилий, сильно не давим и не вращаем элементы. Некоторые профессионалы при муфтовой сварке допускают совсем небольшие вращения, но лишь с целью «вхождения» одной детали в другую.
- Подождите несколько секунд и соединение готово.
- Остудите изделие, дав ему побыть в неподвижном состоянии. Это будет дополнительной гарантией качественного изделия.

Таблица соотношения показателей времени пайки в зависимости от размера трубы, необходимое время соединения и охлаждения.
| Объем труб (см.) | Время нагрева (сек.) | Время сварки (сек.) | Время охлаждения после сварки (минуты) |
| 1,6 – 1,3 | 5 | 4 | 3 |
| 2 – 1,4 | 5 | 4 | 3 |
| 2,5 – 1,6 | 7 | 4 | 3 |
| 3,2 – 1,8 | 8 | 4 | 4 |
| 4 – 2 | 12 | 6 | 4 |
| 5 – 2,3 | 18 | 6 | 5 |
| 6,3 – 2,6 | 24 | 6 | 6 |
| 7,5 – 2,8 | 30 | 8 | 8 |
| 9 – 3 | 40 | 8 | 8 |
| 11 – 3,3 | 50 | 10 | 10 |
| 16 – 3,5 | 80 | 15 | 15 |
Источники
- https://kak-sdelano.ru/vodosnabzhenie/pajka-polipropilenovyix-trub
- https://srtmx.ru/santehnika-otoplenie/pajka-plastikovyh-trub-svoimi-rukami.html
- https://masterok-remonta.ru/santekhnika-i-kanalizatsiya/svarka-polipropilenovykh-trub-svoimi-rukami.html
- https://sovet-ingenera.com/santeh/trubodel/texnologiya-svarki-polipropilenovyx-trub-svoimi-rukami.html
- https://www.ivd.ru/stroitelstvo-i-remont/vodosnabzenie-i-kanalizacia/svarka-polipropilenovyh-trub-svoimi-rukami-pravila-pajki-dlya-nachinayushchih-36081
- https://eurosantehnik.ru/svarka-polipropilenovyx-trub-svoimi-rukami.html
- https://stroi-s-ka.ru/montazh/svarka-propilenovyh-trub.html
- https://domsdelat.ru/vodosnabshenie-doma/pravilnaya-svarka-polipropilenovyx-trub-razbor-oshibok.html
- https://vodatyt.ru/plastikovye-truby/svarka-polipropilena.html
- https://sauna-n.ru/kommunikacii/svarka-polipropilena.html
- https://trubarik.ru/montazh/svarka-polipropilenovyh-trub-svoimi-rukami
- https://kangen.ru/instrumenty/svarka-polipropilenovyh-trub-svoimi-rukami-2.html
- https://svarkaed.ru/svarka-plastmass-i-polimerov/obshhee/svarka-polipropilenovyh-trub-svoimi-rukami-dlya-nachinayushhih.html
[свернуть]
Как сделать вертикальную клумбу из трубы?
Вертикальные клумбы из трубы - это интересный способ создать оригинальный элемент ландшафтного дизайна на своем участке. Для того чтобы создать вертикальную клумбу из трубы, нужно выполнить следующие шаги:
Шаг 1: Подготовка материалов и инструментов Для создания вертикальной клумбы из трубы вам понадобится:
- труба нужной длины и диаметра;
- металлический профиль или труба для изготовления каркаса;
- грунт для растений;
- кокосовое волокно или синтепон для наполнения;
- растения, которые вы хотите высадить.
Инструменты:
- болгарка или ножовка для резки трубы;
- сварочный аппарат для соединения труб и профилей;
- сверло для создания отверстий в трубе;
- инструмент для установки каркаса.
Шаг 2: Резка трубы Перед началом работы измерьте нужную длину трубы и отрежьте ее болгаркой или ножовкой. Обработайте концы трубы и удалите острые края.
Шаг 3: Сборка каркаса Изготовьте каркас из металлического профиля или трубы, соединив элементы с помощью сварки. Каркас должен иметь форму прямоугольника и соответствовать размерам трубы.
Шаг 4: Создание отверстий в трубе С помощью сверла создайте отверстия в трубе на нужной высоте и расстоянии друг от друга для установки каркаса. Отверстия должны соответствовать расположению каркаса.
Шаг 5: Установка каркаса Установите каркас внутри трубы через созданные отверстия.
Шаг 6: Наполнение трубы Наполните трубу кокосовым волокном или синтепоном. Это позволит удерживать грунт и воду для растений.
Шаг 7: Заполнение грунтом Заполните трубу грунтом для растений.
Шаг 8: Высадка растений Посадите растения в грунт, используя отверстия в трубе.
Шаг 9: Полив и уход Поливайте и ухаживай
Для создания вертикальной клумбы из трубы вам понадобятся следующие материалы и инструменты:
- Трубы диаметром от 10 до 20 см и длиной от 1 до 2 м
- Сверло
- Болты и гайки
- Пила по металлу или болгарка
- Земля и растения
- Кусачки
Инструкция по созданию вертикальной клумбы из трубы:
Выберите место для установки конструкции. Определите желаемую высоту и диаметр трубы.
Разметьте места отверстий для крепления трубы к стене. Используйте сверло и бур, чтобы просверлить отверстия.
Режьте трубу на необходимые длины. Если вы не уверены в своих способностях, то лучше попросить помощи у специалиста.
Нарежьте отверстия в трубах для высадки растений. Не забудьте оставить достаточно места для корней.
Соедините трубы болтами и гайками, создавая конструкцию нужной высоты и формы.
Заполните трубы землей и высадите растения. Растения должны быть подобраны с учетом условий, в которых они будут расти. Некоторые растения могут нуждаться в более глубоких трубах, чем другие.
Поливайте растения и удаляйте сухие листья и цветы по мере их появления. Регулярно удаляйте сорняки.
Теперь вы знаете, как сделать вертикальную клумбу из трубы. Это прекрасное решение для оформления уличного пространства, которое позволит вам сэкономить место и добавить красоты в ваш двор.